
Mechanical Resonance Vibration of Dryer, Played At One Tenth Speed
|
Mechanical Resonance Vibration of Dryer, Played At One Tenth Speed |
|
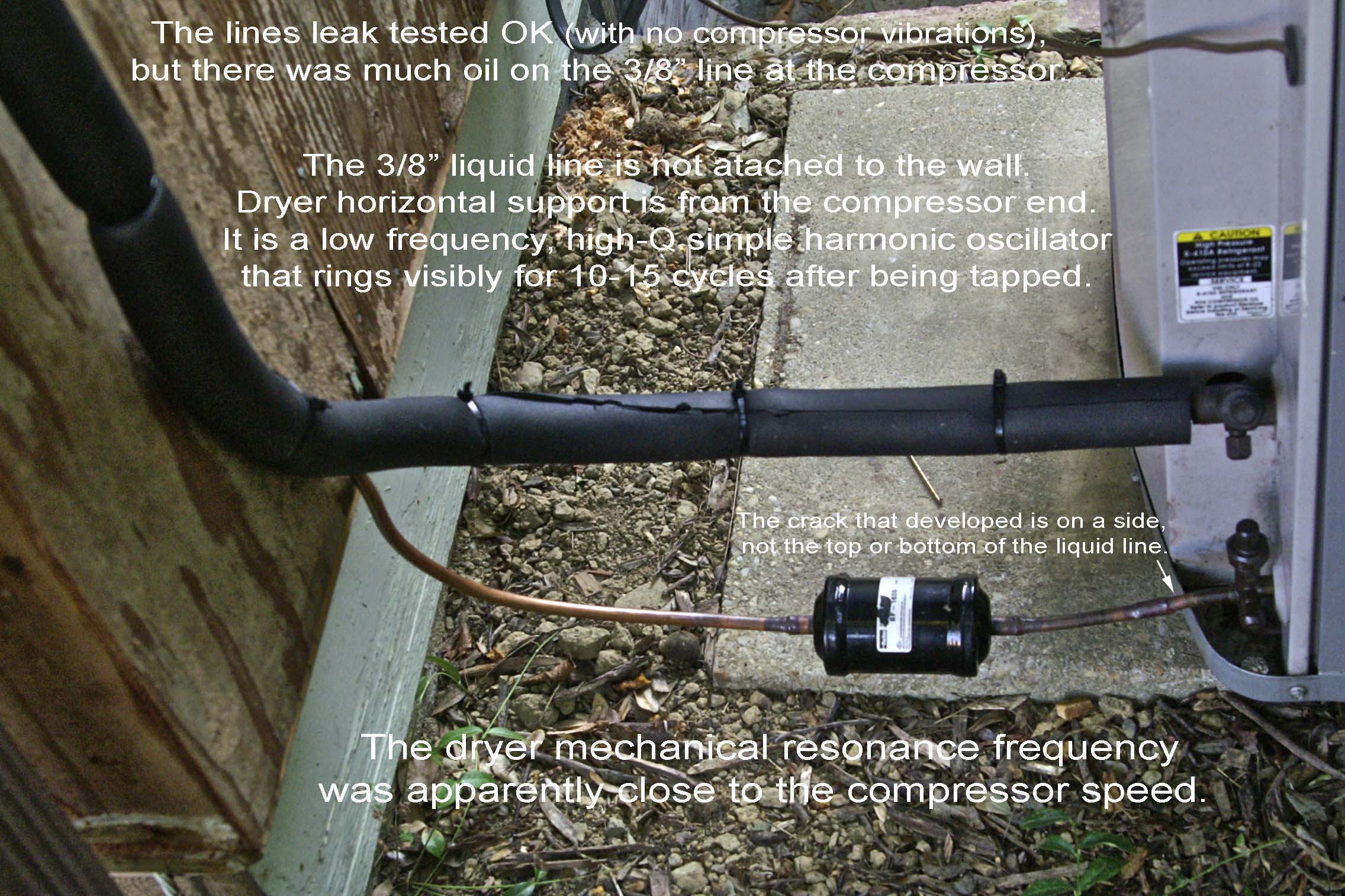
Like a swing or car rattle, the motion amplitude of an oscillator can be much larger than the amplitude of the force driving it. There are two requirements for this to happen. 1) The oscillator must not have much friction to impede its motion. Once started it must be able to continue on its own for many periods of motion before damping out. The ringing quality or Q of an oscillator is defined as the number of oscillations for the un-driven amplitude to die down to about 1/3. 2) The driving force must be oscillatory and very close in frequency to the natural frequency of the oscillator. At resonance with the two frequencies the same, the oscillator amplitude is maximum. This is the condition for maximum loudness of a car rattle, and it is what a person is doing when pushing a child on a swing. But when the driving force frequency does not exactly match the oscillator frequency, the oscillator amplitude can still be almost as large provided that the difference in frequencies is less than 1/Q times the oscillator's inherent frequency. The liquid line dryer shown above has a resonant frequency of about 12 Hz (as determined by playing the video in slow motion). That's with the crack in the 3/8" line, so the dryer resonant frequency might have been a little higher than that initially when the system was first charged. On high speed the compressor runs at 17.9 Hz (1075 rpm). The liquid line dryer will be driven resonantly by the compressor vibrations if the compressor and dryer frequencies match within 1 to 2 Hz. That's because the liquid line dryer has a Q of 10-15 (rings for 10-15 cycles), giving a +- bandwidth of 12/Q = 1.2Hz Carrier supplied a 4.5" extension and dryer that places the dryer mass 9" from the compressor. The company and the HVAC industry must not have done resonance vibration mode analysis.
|
|
Any metal will eventually crack or break if it is bent enough. Repeated stress disrupts the microscopic crystalline strucure and on the macro scale is a form of corrosion. The malleability of a metal and ability to bend instead of break depends both on the impurities, temperature and anneal processing used during manufacture and its exposure to temperature and stress during use. From the Monitor and Merrimack to 1963 lack of knowledge of these metallurgic issues
Manufacture of quality copper starts with removal of impurities by oxidation and then melt stirring to remove excess oxygen, but not too much. Removal of oxygen during manufacture or during heating when the copper is in use can free up impurities in the metal and make it less malleabile.2 Repeatedly quenching copper makes it brittle.3 Quality copper is usually so soft that repeated small bending of a 3/8" copper tube does not affect it. But if there is a crack in a copper line inside a compressor, it may likely be because the manufacturer did not analyze or understand vibration modes and resonances for their mechanical structure. That's the reason Fairfax County's past generation of rectangular recycle bins all broke and disintegrated at the corners. Sustained resonant vibration threatens stress corrosion even for soft copper. And if the 3/8" tube flexes locally rather than along its whole length or is weakened or degraded metallurgically, it might not survive years of stress abuse.
|
|
1) It is not good for the dryer to just "hang" in space. Yes, installations are almost universally all done that way, but it is a risk factor. Support for the liquid line should be provided within a few feet of the compressor so as to constrain motion and to raise the vibration frequency of the line. And it should be still better to locate the dryer near that support so as to further raise the vibration frequency of the line and get it quite far above the compressor speed. The latter was not necessary to get rid of the subsonic vibrations shown in the above, but it is easy to do and adds an extra margin of safety, so why not?
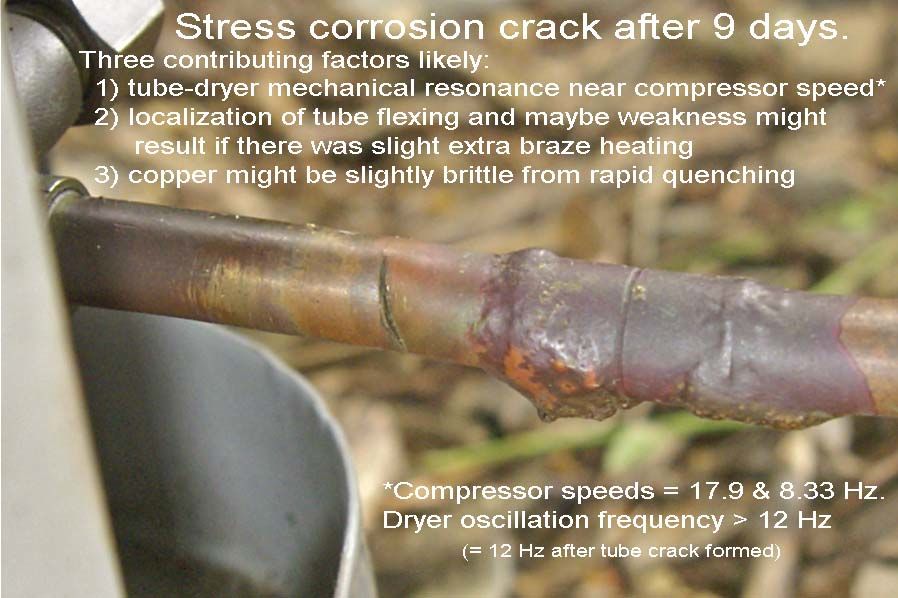
2) In figure 3 it is clear that the stress corrosion crack occurred at the edge of where heat had been applied. Slight extra dwell time with the brazing torch that almost but doesn't quite melt a copper line should inflict localized impurity change and stiffness. This would be invisible mechanically after the brazing job but result in tendency for accentuated bending at the edges of the area that was overheated. 3) It would be good to wait a few seconds before wiping the damp cloth back across the braze joint. Yes, this is normally not a problem, but it is a slight risk factor, and easy to avoid, so why do it even once? It would be interesting to have a metallurgical evaluation done on the copper around the crack in the liquid line shown above.
|
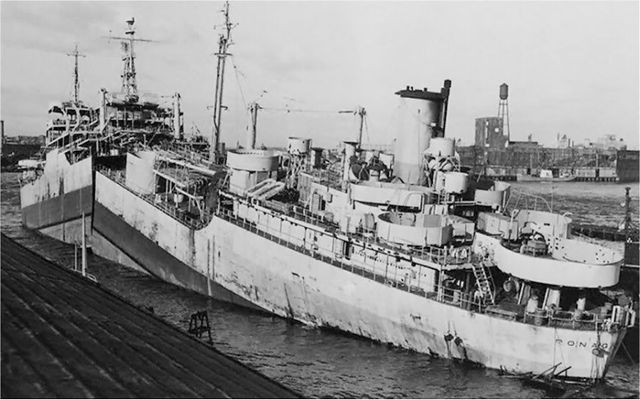 in plate steel made in coke-heated blast furnaces caused much loss of ocean ships. That's why the Titanic sank, why a dozen US ships were known to break in half during WW II and probably why so many were lost in the North Atlantic as opposed to attack by U2 boats.
in plate steel made in coke-heated blast furnaces caused much loss of ocean ships. That's why the Titanic sank, why a dozen US ships were known to break in half during WW II and probably why so many were lost in the North Atlantic as opposed to attack by U2 boats.